联络人:陈小恩
手 机:135 2437 4296
电 话:021-57617591
传 真:021-59786359
邮 箱:yy002cm@163.com
Q Q :2817955828
微 信:rasing2007
地 址:上海市青浦区贞溪南路192号 (百度高德直接导航公司名)
网址: www.002cm.com
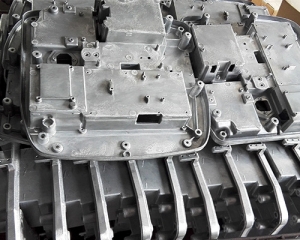
铝铸件在压铸过程中,随着压铸型服役时间的延长,压铸型工作表面的粗糙度将越来越大,同时,其表面上大尺寸的凹坑、孔洞的数量也会越来越多。而粗糙的压铸型工作表面与金属液的接触面积总要比相应平面的接触面积大的多,因而,铝液与压铝铸件的接触面积增大,而且,这些孔洞、凹坑不易被涂料所涂覆,更大大增加了铝液与压铸型的直接接触面积,导致Ar/Aa的比值大大增大,从而使压铸型与铝铸件间的焊合倾向性增强。
在铝液与粗糙的压铸型工作面接触体系中,还存在着润湿角的迟滞效应,表面粗糙、污染和溶质在固体表面的淀积,是导致这一效应的三个主要原因。压铸型工作表面上总是喷有涂料,即使涂料被冲刷掉的地方。仍会有污点存在,这可被看作表面污染。表面粗糙问题和化学污染问题是等价的。对于粗糙的固体表面,最简单的经验处理方法是引进一个衡量粗糙程度的系数r,它等于实际面积与表观投影面积之比。
目前国外铸铝件浸渗技术应用不断扩大,先进工业国家都主张对承压铸件进行全浸渗处理,浸渗技术已被汽车制造业和其年来,浸渗处理设备和材料的发展,使浸渗处理技术成为挽救汽车铝铸件渗漏缺陷令人满意的工艺方法。
人们对它的认识,不再仅仅作为一种废品再生的方法,而是把它看作铸件后续处理过程中公认的生产工艺。
水玻璃是最初应用的一种浸渗剂,它在20世纪四五十年代得到广泛应用。作为一种无机浸渗剂,它有许多致命的弊端,脱水后体积收缩率高;生产效率低;难清洗;干燥后材料脆,易脱落;渗漏率高等。除一些高温场合外,在大多数场合已被淘汰。20世纪50年代后期,合成树脂浸渗剂逐渐占领一定市场。有机热固化树脂浸渗剂和厌氧树脂自固型浸渗剂在20世纪50年代逐渐成为欧美市场主导产品并从20世纪50年代起在全球范围内得到普遍应用。目前,用树脂作浸渗处理填充剂的浸渗处理技术比较成熟,在生产要求无渗漏的汽车铝铸件中获得了广泛的应用。美国就开始生产和销售树脂浸渗材料和设备,汽车工业发达国家在20世纪50年代末推广应用01#2树脂浸渗剂,这种浸渗剂填充微细孔隙效果较好,可在热水中固化处理,浸渗处理铝铸件时间通常为-#345,因此特别适合于大批量汽车铝铸件自动化生产。该公司还研制了一种多用途的自动浸渗处理设备,铝铸件浸渗处理过程可全部自动化,且浸渗剂的消耗量少,生产效率高。美国研制的厌氧自固型浸渗剂,具有独特的自固化能力,它与空气接触不固化,一旦与空气中的氧隔绝,便起聚合反应,室温下也会固化。其特点是密封成功率极高、低能耗、无毒、可生物降解、工艺过程快速、无溢出、优异的耐溶剂及耐热性能。用于批量大、要求高的铸件,浸渗合格率可达。热水固化型浸渗剂,20世纪50年代研制的产品。它在的热水(空气)中通过聚合反应来实现固化,最终在微孔内形成一种热固性塑料。其特点是低粘度、高渗透性、低收缩率、耐化学介质及耐温性能优良,密封合格率。目前,国内许多厂家都在使用这种产品。