联络人:陈小恩
手 机:135 2437 4296
电 话:021-57617591
传 真:021-59786359
邮 箱:yy002cm@163.com
Q Q :2817955828
微 信:rasing2007
地 址:上海市青浦区贞溪南路192号 (百度高德直接导航公司名)
网址: www.002cm.com
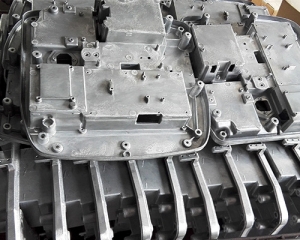
铝铸件是指是采用铸造的加工方式而得到的纯铝或铝合金的设备器件。一般是采用砂型模或金属模将加热为液态的铝或铝合金浇入模腔,而得到的各种形状和尺寸的铝零件或铝合金零件通常就称为铝压铸件。
铝铸件的应用范围很广,涉及到相当多的产品领域和工业门类.铝铸件在电机设备、医疗设备、机床配件、通用五金配件等领域也应用甚广。
铝铸件质量对机械产品的性能有很大影响。例如,机床铝铸件的耐磨性和尺寸稳定性,直接影响机床的精度保持寿命;各类泵的叶轮、壳体以及液压件内腔的尺寸、型线的准确性和表面粗糙度,直接影响泵和液压系统的工作效率,能量消耗和气蚀的发展等;内燃机缸体、缸盖、缸套、活塞环、排气管等铝铸件的强度和耐激冷激热性,直接影响发动机的工作寿命。
用树脂砂生产时,铝铸件的脉纹缺陷比较多,脉纹缺陷虽然不致于使铸件报废,但它却影响到了铸铝件的表面质量。一般来说,脉纹缺陷产生的途径主要有两个,一是树脂砂型芯在涂料烘烤时产生了裂纹;二是树脂砂型芯在与金属液接触时产生了裂纹。经过近5年多的跟踪观察,发现脉纹缺陷主要是由第一种情况引起的。为此,提出了以下控制措施。
1)选用糠醉含量低于85%的脉醛吠喃树脂;
2)箱带芯骨的设计要合理,尽量避免型芯收缩受阻最大的设计方案,如尺寸小于700x70。的砂箱可以不设置箱带。
3)尽量不用新砂混制树脂砂,混树脂砂最好能在新砂中添加一定比例的再生砂或全部采用再生砂。
4)供烤涂料时,供烤温度绝不能大于250℃,应将烘烤温度控制在180~20℃之间;
5)最好采用尽可能低的浇注温度。