联络人:陈小恩
手 机:135 2437 4296
电 话:021-57617591
传 真:021-59786359
邮 箱:yy002cm@163.com
Q Q :2817955828
微 信:rasing2007
地 址:上海市青浦区贞溪南路192号 (百度高德直接导航公司名)
网址: www.002cm.com
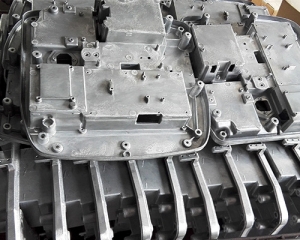
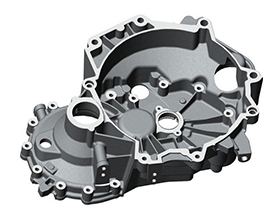
铸铝件是一种由压力铸造而成的零件,是使用装好铸件模具的压力铸造机械铸铝件,将加热为液态的铝或铝合金浇入铸铝件的入料口,经铸铝件压铸然后铸造出你想要的铸件。铸铝件被广泛应用于摩托车制造、电动机制造、汽车制造、内燃机生产、油泵制造、园林 美化、传动机械制造、精密仪器、电力建设、建筑装饰等各个行业。
铸铝件在制造过程中针对压铸工艺的制定与执行与模具、压铸设备的质量、操作人员的操作技术水平都有着密不可分的关系。在国内压铸设备现有的条件之下,对压铸工艺的参数还难于实现比较稳定、可靠的控制。实现基本控制压铸工艺是将压铸设备、压铸
材料以及模具等要素的组合并加以运用的过程。在操作过程中对于工艺和主要参数不严执行,也会发生铝合金铸铝件的缩松、变形、欠铸、尺寸不合格等情况。铸铝加工
延长铸铝件使用寿命应做到一下几点:
1、高品质模材;
2、合理设计模壁厚及其它模具尺寸;
3、尽量采用镶件;
4、在可能条件下选用尽量大的转角R;
5、冷却水道与型面及转角的间距足够大;
6、粗加工后应去应力回火;
7、正确有热处理,淬火冷却须足够快;
8、彻底打磨去除EDM娈质层;
9、型面不可高度抛光;
10、模具型面应经氧化处理;
11、如选氮化,渗层不能太深;
12、以正确的方法预热模具至推荐的温度;
13、开始压铸5~10件应使用慢的锤头速度;
14、在得到合格产品的前提下尽量降低铝液温度;
15、不使用过高的多金属液注射速度;
16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃;
17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击;
18、当模型面在温度时应关冷却液;
19、不过多的喷脱模剂;
20、在一定数量后的压铸后去应力回火。
铸铝件在压铸过程中注意事项:
1、外表处理上架:坯料经时效,硬度已合格,型材就没那么简单变曲折,但上架时仍是要注重,两头抬料时,尽量防止上下大力动摇,大力动摇也会对已时效的铝型材形成必定的曲折。
2、挤压装框:这环节也是十分重要,锯完定尺长度后,铝型材就要进行装框,这时装框工就要注重了:这料是大料仍是小料,是带管料仍是平面模拉出来的料呢。一般来说,大料和带管的料抬两头装框不简单形成曲折,但小料和平面模拉出来的料,抬两头就很简单形成
曲折,这时就应该从两头向中心挨近进行抬料装框。但有的型材即使这样还不可,例如:百叶、窗片、压盖等,就这类料放在已时效的型材上再抬到框里。
3、挤压调直:调直是型材形成曲折很严重的环节,调直工必定要注重调直所用的力度,力气过大就可能会对型材发生变形、收口、桔皮等,力气过小就会发生型材调不直,形成曲折。铸铝加工