联络人:陈小恩
手 机:135 2437 4296
电 话:021-57617591
传 真:021-59786359
邮 箱:yy002cm@163.com
Q Q :2817955828
微 信:rasing2007
地 址:上海市青浦区贞溪南路192号 (百度高德直接导航公司名)
网址: www.002cm.com
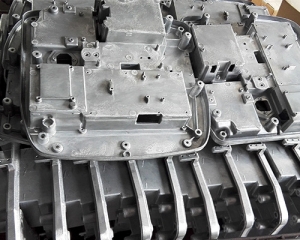
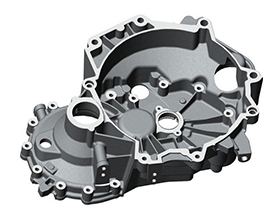
铝合金加工自然离不开加工中心专用切削液、铝合金切削油等加工助剂的使用。加工中心专用切削液选用不当,在加工过程中容易产生黏刀、划痕、灼伤、工件氧化变黑、发黄、发白甚至切削液变质发臭。那么一旦发生这种问题,我们应该怎样去解决呢?
铝合金加工过程中*容易出现的问题首当其冲的就是氧化的问题,不同的铝合金不同的特性,其要求也是不一样的。在切削液选材上会选择含碱偏低,ph值约为7.0~8.5的中性切削液,因为碱对铝、镁、锌、铁等的腐蚀性非常强大,碱能够加剧金属电离子间运动的速度,实验表明把铝浸泡PH10的碱性液体中时,在铝件表面迅速产生了大量的气泡,在短短的10分钟内被实验的铝表面发黑,在显微镜的观察下,实验所用的铝表面原先的光滑平整变得坑坑洼洼,严重的被腐蚀烂掉。
切削液ph值过低就能够解决铝腐蚀现象吗?原料选择合适的情况下,切削液对铝合金腐蚀现象是有一定的延长作用,但是对铝的保护没有起到根本的作用,切削液ph过低对生产设备机床等的防锈保护非常不利,再者切削液的ph偏低的情况下容易给各种细菌营造一个良好的繁殖空间,导致切削液变质、发臭,大大降低了切削液的使用寿命。
如何解决这一矛盾的问题呢?实践证明浓缩液中添加量为0.5%的atwell-2815就能够十分有效的搞定这种状况。Atwell-2815无论是在高低ph值的环境中对铝、铝合金的缓蚀效率可达98%,就算是强碱(ph9.5)的环境下也能够有效的保护铝合金不发黑变色。
聚醚是在催化剂作用下以环氧乙烷EO、环氧丙烷PO、环氧丁烷BO等为原料,共聚或者开环均聚制得的线型聚合物,它是一种近年来出现的新型合成油具有良好的清洗性、润滑性、稳定性、水溶性在各种加工助剂中得到了广泛的应用。
但是任何一种材料都不是万能的,它有优点就一定会有缺点客观的存在。
聚醚在切削液中常常用作乳化、分散、水性合成润滑作用。同时研究发现聚醚有非常强大的消泡作用,这是因为聚醚的分子能够在穿透泡沫表面水分子破坏泡沫稳定性致使泡沫在气压的作用下迅速破例。在难消泡的顽固泡沫型切削液中,聚醚具有非常强大出色的消泡和抑制泡沫的作用。
由于聚醚具有很强的渗透性同时在切削液在加工某些汽车零配件、钕铁硼、光学玻璃等有橡胶成分存在的加工时,它又会对橡胶产生严重的胶溶、溶胀负作用。
特别是在加工需要高工序间防锈金属的加工过程中聚醚的添加更是应该慎重,因为聚醚具备非常强大的极性对切削液的防锈性能产生极大的对冲。