联络人:陈小恩
手 机:135 2437 4296
电 话:021-57617591
传 真:021-59786359
邮 箱:yy002cm@163.com
Q Q :2817955828
微 信:rasing2007
地 址:上海市青浦区贞溪南路192号 (百度高德直接导航公司名)
网址: www.002cm.com
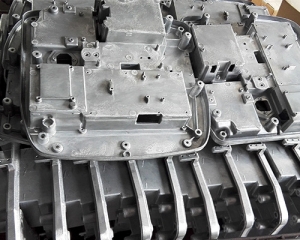
考察铸件外观质量的主要指标是尺寸精度、表面粗拙度和宏观不直度。自20 世纪80 年代以来,我国机床行业出产中、大型铸件已由过去的粘土砂干型工艺逐步改为树脂自硬砂工艺,因而铸件外观质量有了显著的改善。但是,因为大多数机床锻造企业固然都有ISO9000认证的牌子,但实际没有工艺过程控制,我国机床铸件的外观质量,与其他产业国家的产品比拟,与采用树脂自硬砂应达到的水平比拟差距还相称大,这是很不应该的。用树脂自硬砂造型时,当真地舂实砂型对保证铸件质量是至关重要的。因为机床铸件大多为中型铸件,绝大多数工厂都未装备震实台,尤其应该当真地做好人工辅助舂实。实际上,我们走访的企业中,除北京一机床锻造厂等少数企业比较当真地舂实外,其他很多锻造企业造型功课都有待进一步加强。
由此,在浇注过程中铸型开裂、铸件表面粘砂、冲砂等缺陷十分常见,导致铸件外观质量很差,不仅加大了清理、精整的工作量,而且和外国产品一比就相形见绌。尺寸精度毕竟能达到什么等级,是要根据大量检测数据择定的,我们走马看花,无从确定。宏观不直度(直线度)本来应该是检测项目,但大多数企业都未能提供检测数据,据我们草草看来,能达到每米长度上的不直度≤1. 5mm 的为数未几。表面粗拙度一般不是必检项目,但锻造厂应自行控制。因为不是必检项目,所以我们所到的企业没有一家用尺度样块进行评定,因而也就无从知道自己与他人有多大差距。对于这项质量指标,大多数企业都不予理睬的。外观质量虽然仍有待进步,但我国机床铸件质量与其他产业国差距更为重要的是内在质量方面。