联络人:陈小恩
手 机:135 2437 4296
电 话:021-57617591
传 真:021-59786359
邮 箱:yy002cm@163.com
Q Q :2817955828
微 信:rasing2007
地 址:上海市青浦区贞溪南路192号 (百度高德直接导航公司名)
网址: www.002cm.com
铝铸件热处理是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却。其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。其工艺包括退火,固溶处理,时效处理等。
退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的温度,从而获得接近平衡状态的组织与性能的金属热处理工艺。目的是降低硬度,改善切削加工性;消除残余应力,稳定尺寸,减少变形与裂纹倾向;细化晶粒,调整组织,消除组织缺陷。完全退火应用于平衡加热和冷却时有固态相变(重结晶)发生的合金。其退火温度为各该合金的相变温度区间以上或以内的某一温度。加热和冷却都是缓慢的。合金于加热和冷却过程中各发生一次相变重结晶,故称完全退火。
固溶处理就是把铝铸件加热到尽可能高的温度(接近于共晶的熔点),在该温度下保持足够长的时间后快速冷却。目的是提高铝铸件的强度和塑性,改善铝合金的耐腐蚀性能,铝合金固溶处理炉的技术关键在与:严格的炉温均匀度与极短的固溶处理延迟时间。
时效处理又包括:自然时效和人工时效两种。不完全人工时效,是采用比较低的时效温度或较短的保温时间,目的是为了获得优良的综合力学比较高的强度,良好的塑性和韧性;完全人工时效是采用较高的时效温度和较长的保温时间。目的为获得最大的硬度,即得到最高强度;过时效是加热到更高温度下进行。目的:得到好的抗应力腐蚀性能或比较稳定的组织和几何尺寸。自然时效是将铸件置于露天场地半年以上,便其缓缓地发生形,从而使残余应力消除或减少,人工时效是将铸件加热到550~650℃进行去应力退火,它比自然时效节省时间,残余应力去除较为彻底。根据合金本性和用途确定采用何种时效方法。高温下工作的铝合金适宜用人工时效,室温下工作的铝合金有些采用自然时效,有些必须人工时效。从合金强化相上来分析,含有S相和CuAl2等相的合金,一般采用自然时效,而需要在高温下使用或为了提高合金的屈服强度时,就需要采用人工时效来强化。比如LY11和LY12,40度以下自然时效可以得到高的强度和耐蚀性,对于150度以上工作的LY12和125-250度工作的LY6铆钉用合金则需要人时效。含有主要强化相为MgSi,MgZn2的T相的合金,只有采用人工时效强化,才能达到它的最高强度。
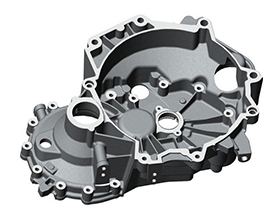
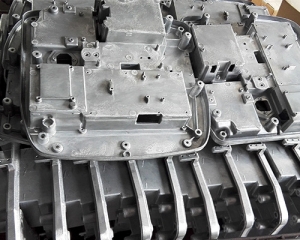
铸铝件在铸造形成过程中,容易产生内部疏松、缩孔、气孔等缺陷,这些含有缺陷的铸件在经过机加工后,表面致密层部件被去掉而使内部的组织缺陷暴露出来。对有密封要求的汽车铸铝件,如气缸体、气缸盖、进气歧管、制动阀体等,在进行耐压密封试验时,缺陷微孔的存在将导致密封介质的渗漏造成大量废品,且这些缺陷往往机加工后经试压才能发现,从而造成工时、原材料和能源的严重浪。为了解决汽车铸铝件废品率高的问题,挽救因上述缺陷可能报废的铸件,生产中要采取一定的处理措施,目前使用最普遍的技术是浸渗处理,即堵漏。所谓“浸渗”,就是在一定条件下把浸渗剂渗透到铸铝件的微孔隙中,经过固化后使渗入孔隙中的填料与铸件孔隙内壁连成一体,堵住微孔,使零件能满足加压、防渗及防漏等条件的工艺技术。